In CNC turning, choosing the right carbide insert is vital to optimize machining efficiency, extend tool life, and deliver high-quality finishes. The selection depends on multiple factors including insert geometry, grade compatibility with the workpiece material, insert coatings, and specific machining conditions. As the machining landscape evolves in 2026 with new materials and advanced coatings, a clear understanding of these criteria can lead to improved productivity and lower tooling costs.
This 2026 guide walks you through the critical considerations when selecting carbide inserts for turning applications, ensuring you match the right tool to the job for superior results.
What Are Carbide Turning Inserts?
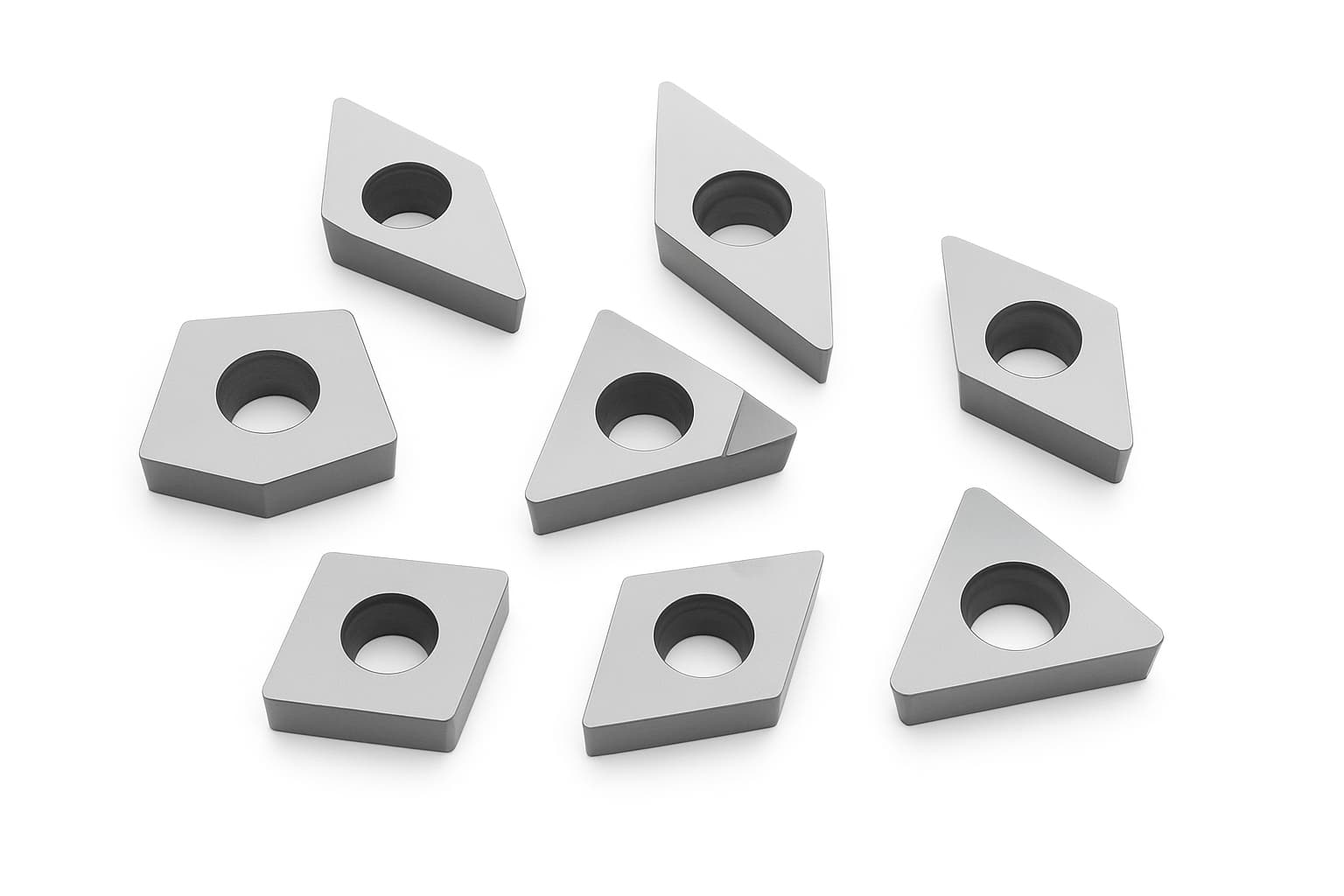
Carbide turning inserts are replaceable cutting tools made from tungsten carbide composites, often enhanced with coatings. They withstand high cutting temperatures and resist wear better than traditional HSS tools. Inserts come in diverse shapes and sizes, engineered to perform specific cutting actions from heavy roughing to fine finishing on metals such as steel, stainless steel, cast iron, titanium, and aerospace alloys.
At QRTZ Toolz, we specialize in high-performance carbide inserts engineered for demanding industrial environments, designed to increase uptime and reduce operational costs.
Key Considerations in Carbide Insert Selection
Insert Geometry and Shape
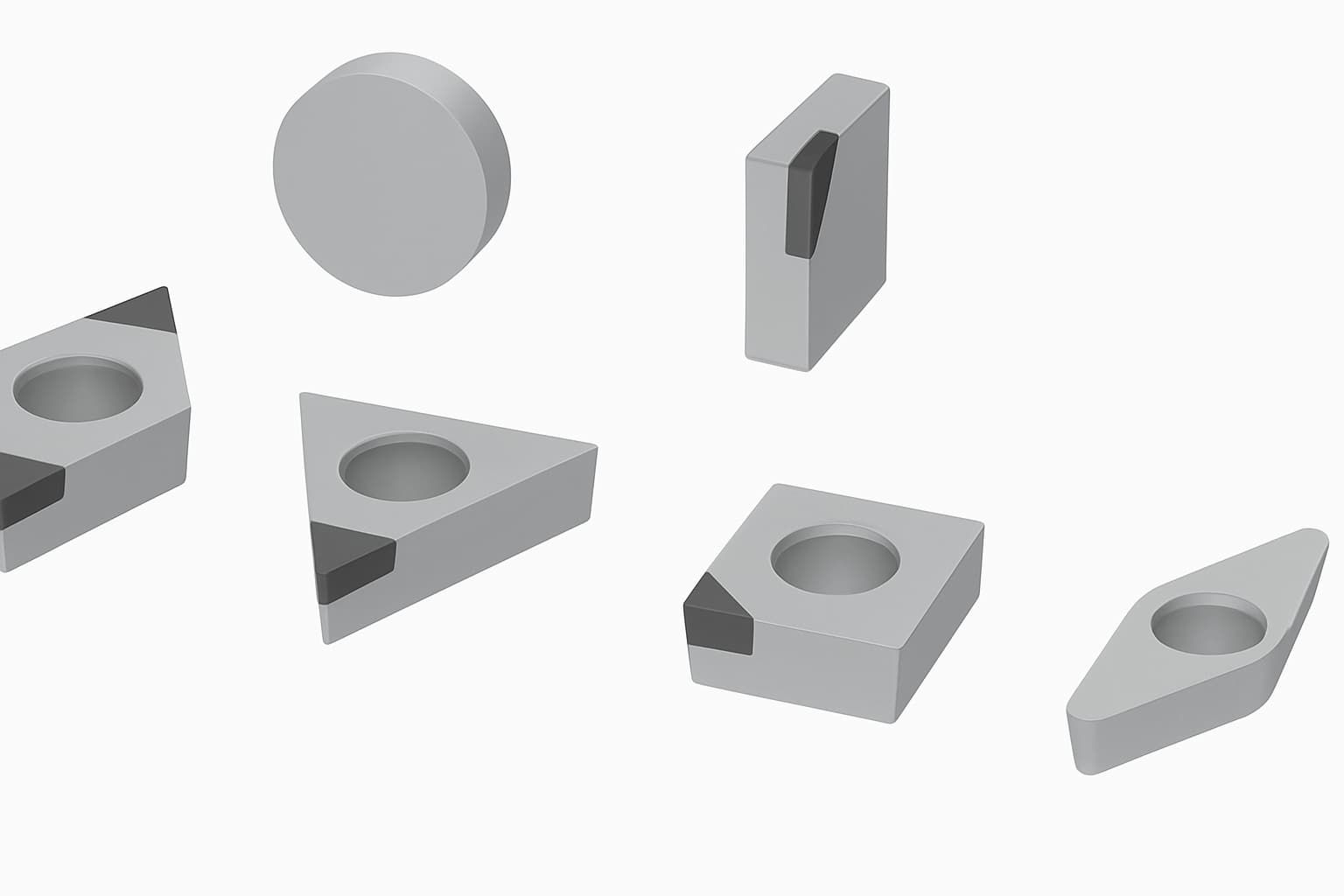
Insert shapes affect chip control, machining forces, and surface finish quality. Common options include:- Square: Durable edge for general purpose turning and facing.
- Triangle: Versatile with multiple cutting edges for roughing and finishing.
- Round: Ideal for finishing contours and complex profiles, reducing tool marks.
Carbide Grade and Material Compatibility
Matching the insert grade to workpiece material ensures optimal wear resistance and performance. ISO codes guide this matching:- P Grades: Steels
- M Grades: Stainless steels
- K Grades: Cast iron
- S Grades: Superalloys and hardened steels Selecting the right grade for your material reduces wear and improves cycle times.
Insert Coatings
Coatings play a critical role in extending tool life and allowing higher speeds:- TiN (Titanium Nitride): General-purpose wear resistance
- TiAlN/AlTiN: High-heat resistance, great for stainless and hard steels
- ZrN: Prevents aluminum adhesion, ideal for soft metals
- Diamond/PCD: For abrasive composites and non-ferrous metals
Chip Control and Cutting Forces
Application-Specific Inserts
Step-by-Step Guide to Choosing Carbide Inserts
- Identify Workpiece Material
Determine material type and hardness to select the correct carbide grade and coating. - Define Machining Operation
Choose insert shape and design according to whether the operation is roughing, finishing, profiling, or threading. - Select Insert Size and Nose Radius
Match insert size to cut depth and toolholder dimension; adjust nose radius for stability or fine finishing. - Pick Appropriate Coating
Select coatings based on temperature and friction conditions to enhance tool life. - Ensure Machine Compatibility
Validate spindle speed, rigidity, and toolholder compatibility for maximal performance.
Material-Specific Carbide Insert Tips
- For steel, use P grade with AlTiN coatings for heat resistance
- For stainless steel, M grade with TiAlN coatings prevents work hardening
- For cast iron, K grade with uncoated or TiN coated inserts works best
- Soft metals like aluminum benefit from ZrN coated inserts with fewer flutes for chip evacuation
- Titanium alloys require specialized grades with AlCrN coatings to handle heat and toughness
Enhancing Your Machining with QRTZ Toolz
Common Mistakes to Avoid
- Using incorrect carbide grade for the material leading to rapid wear
- Overloading inserts lacking proper coating for heat-intensive operations
- Neglecting proper chip control features causing tool failure
- Mismatched toolholder and spindle causing vibration and poor finish
- Ignoring feed and speed adjustments per insert manufacturer recommendations